钣金工艺孔是为了钣金折弯过程中不至于拉料。当钣金折弯线交叉于一点时,或烟台钣金折弯线与钣金棱边接近,且小于2倍板厚时,需要增加钣金折弯工艺孔避免折弯拉料。折弯工艺孔一般都用在包边折弯的钣金件上,不是包边折弯的,可以不用开工艺孔。
不开工艺孔的缺点:那样边角会少材料厚度,焊接需要填料,还容易引起焊接变形。
开工艺孔的优点:包边情况下,折弯工艺孔可以让被包边顺利的折弯到位,而不至于折弯拉料。
烟台钣金折弯中工艺孔的作用
钣金折弯工艺孔开孔技巧
工艺孔大小怎么确定?
钣金工艺孔大小要看工艺孔的位置而定,如果工艺孔在两条线交叉点上时,工艺孔为2倍的板厚。zui小不能小于1.5倍的钣金厚度。钣金厚板折弯时,考虑到折弯圆角时,工艺孔还要适当的加大。
这种工艺孔的不足之处:这样做出的工艺孔,折弯后,尤其是厚板,折弯角亏料很严重,不美观也不好焊接。这时就需要改进工艺孔的制作方法。
工艺孔的优化方法:
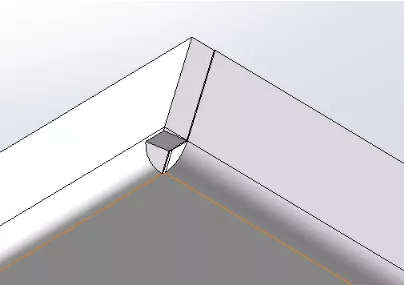
可以根据折弯边包边情况而定,考虑板厚、折弯圆角的避让来确定钣金工艺孔。看下面图中的举例说明。
上图为:钣金材料厚度为3毫米,四边折弯高度为15毫米,一个正方形钣金盒子。
工艺孔改进方案:
下料方式改进:钣金下料有两种方法,数控冲下料和激光切割下料。数控下料,折弯工艺孔一般都开圆孔,方孔或长条孔受模具限制,不好实现。上图为3毫米钣金,所以采用激光切割下料。
工艺孔形状改进:折弯工艺孔若采用长条形,可避免折弯后美观问题。
长条形工艺孔尺寸怎么确定:宽度一般我都设置为1mm,既不影响美观,又不影响钣金折弯变形释放。深度尺寸计算方法:10毫米=折弯高度-3毫米折弯系数5;4毫米=钣金材料厚度+1。
以上就烟台赛禹为您分享的,烟台钣金数控折弯等业务,欢迎来电咨询。
上一篇:烟台钣金件设计折弯
下一篇:怎样辨别烟台机箱机柜质量




 鲁公网安备37069302000231号
鲁公网安备37069302000231号